欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
射出成形不良原因和对策-10
弯曲--实际是材料的收缩不均匀导致。[1]冷却不充分i)延长冷却时间。ii)降低模具温度。[2]冷却不均匀i)尽量使成形品的壁厚均匀。ii)减少型腔与模蕊温差,产品会向温度偏高的模具方向弯曲变形。iii)修正冷却水槽沟。[3]射出压力不适宜i)调到弯曲最小的压力,同时注意分段压力对产品变形影响。[4]浇口位置不适当i)设置到薄层部位...
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(144)
0
造成注塑制品不满的原因分析
一、造成注塑制品不满的原因分析: 造成注塑制品射料不满的主要原因是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。 可能由以下几个方面的原因导致而成: 1.注塑机台原因: 机台的塑化量或加热率不定,应选用塑化量与加热功率大的机台; 螺杆与料筒或过胶头等的磨损造成回料而出现实际充模量不中;热电偶或...
注塑天使
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(144)
0
披锋缩水变形同时存在如何解决
情况介绍: 下图是一个空气净化气面板,产品尺寸为:长570×宽180×厚36×胶位厚2;单位为mm;用料:HIPS;颜色:白色;细水口,一出一。存在的问题: 1、产品缩水(见附图),调整注塑工艺无法改善; 2、当缩水调到稍小的时候,窗口位出现大面积披锋(见附图); 3、产品有变形(图...
居然
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(143)
0
注塑中产生的问题及解决办法(二)——披 锋
披锋又称飞边、溢边、溢料等,大多发生在模具的分合位置上,如:模具的分型面、滑块的滑配部位、镶件的缝隙、顶杆的孔隙等处。溢料不及时解决将会进一步扩大化,从而压印模具形成局部陷塌,造成永久性损害。镶件缝隙和顶杆孔隙的披锋还会使制品卡在模上,影响脱模。 锋" title="注塑中产生的问题及解决办法(二)—...
知多少
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(142)
0
射出成形不良原因和对策-6
表面晕暗[1] 润滑或挥发成分过多i)材料要干燥好。ii)减少润滑剂 。iii)升高材料的温度。iiii)升高模具温度。[2]脱模材过多i)减少使用量。
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(142)
0
常用注塑术语中英文对照表
对于英文基础不太好的注塑技术人员,如果遇到注塑机电脑操作系统或者操作盘标识为英文时,常常感到困难。因此,本文提供常用注塑术语中英文对照表,供有需要的朋友参考。 常用注塑术语中英文对照表注塑参数Injection parameter注射量Injection rate计量行程Screw back position余料量Cushion防诞量Sucking back rate螺杆转速...
Alex
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(142)
0
注塑制品变色焦化出现黑点的原因分析
造成注塑制品变色焦化出现黑点的主要原因是塑料或添加的紫外线吸收剂、防静电剂等在料筒内过热分解,或在料筒内停留时间过长而分解、焦化,再随同熔料注入型腔形成。分析如下: 1. 机台方面: (1)由于加热控制系统失控,导致料筒过热造成分解变黑。 (2)由于螺杆或料筒的缺陷使熔料卡入而屯积,经受长时间固定加...
注塑天使
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(142)
0
产品翘曲变形的原因
注塑过程产生翘曲的主要原因是由于高分子键在应力作用下发生内部位移所致。变形大小取决于制品刚度和收缩不均衡的程度。可以从以下四个方面分析引起收缩不均衡的原因: (1)模具温度分布不均匀 制品表面的两侧冷却速率不同导致制品厚度方向发生不对称的收缩,从而产生一个使制品表面向冷却速率较低(模温较高)的一侧弯...
范CC
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(141)
0
立方氮化硼刀具的特点
立方氮化硼(CBN)刀具包括立方氮化硼成型刀具和立方氮化硼刀片两类。立方氮化硼成型刀具是把立方氮化硼复合层直接焊接到成型刀具上,它具有如下特点:(1)高强度和耐磨性。CBN微观硬度大约为8000~9000HRC,仅次于金刚石9000~10000HRC。此外,CBN刀具的耐磨性比硬度合金、陶瓷和金刚石刀具都高得多,可用于加工强硬的铸铁...
告别旧巷
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(141)
0
射出成形不良原因和对策-4
银条纹--制品表面沿流动方向产生银白色条痕的现象。[1]水分或挥发成分i)使材料充分干燥。ii)使用料斗式装载机。[2]材料的温度过高i)降低材料的温度。ii)放慢射出速度。[3]模具温度低i)升高模具温度。[4]排气不良i)在模具耦合面加上排气用的条缝。ii)放宽模具与推挺钉梢的间隙。iii)设置真空排气结构间隙[5]成形品或模具的设计...
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
PC/ABS,PC/AS合金加工性能大全之一——帝人常用PC/ABS,PC/AS介绍
本篇介绍帝人PC/ABS,PC/AS的加工性能,读者可以参考,灵活运用,掌握这种合金材料的加工方法。 1.预干燥 为了生产出质优的Multilon成型制品,必须按下述成型条件表中所列的条件对它进行预干燥,以防止因树脂水解而引起性能降低、起泡、银纹等问题。另外,干燥时间超过8小时有可能引起粒料变色,因此请将干燥机及料...
居然
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
手机外壳带金属嵌件变形的原因及对策
先看图片,说明: 1、冷流道,1出1;三板模,4点针点浇口(见图中4个红色圆点);注塑材料为PC(未加纤);产品尺寸为长110mm,宽55mm; 2、工艺:料温料温265℃,模温:定模70~80℃,动模:90℃; 3、中间嵌件为钢片,厚度为0.3mm。 问题:产品变形,最大变形量为1.5mm左右,不合格。需要用治具定型。图1 正面...
Alex
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
聚酰胺(尼龙)PA6、PA66塑料特性及注塑工艺
尼龙有优良的韧性、自润滑性、耐磨性、耐化学性、气体透过性、及耐油性、无毒和容易着色等优点,所以尼龙在工业上得到广泛应用。 一、尼龙的分类及特性 种类: 1、根据二元胺和二元酸的碳原子数,由两种单体合成的尼龙有: 46、66、610、612、613、1010、1313 2、根据单体所含的碳原子数命名有:尼龙4、5、6、7、8、9、11...
注塑天使
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
ABS注塑工艺简介
ABS通称丙烯腈丁二烯苯乙烯,Acrylonitrile Butadiene Styrene copolymers是由丙烯腈-丁二烯-苯乙烯三种单体共聚而成。由于三种单体的比例不同,可有不同性能和熔融温度,流动性能的ABS如与其它塑料或添加剂共混,则更可扩大至不同用途和性能的ABS,如抗冲级、耐热级、阻燃级、透明级、增强级、电镀级等。ABS的流动性介于PS与...
D77
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
[转载]注塑机拉不开模是怎么回事?
有朋友问,为什么注塑机拉不开模?现就这个问题做答:我们知道,注塑机开模力远远小于锁模力,所以开模失败的终极原因就是开模的阻力大于开模力。实际中开不了模才能一般是下面几种情况:第一:注塑机出厂时候锁模的机械原点调整不当。太靠前了,造成机构卡死,如果经常开不了模,要怀疑这个方面,要找厂家来调教。第二:还是...
居然
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(138)
0
很实用的塑料注塑成型故障排除-10
10、龟裂------实际是材料由无规则状态被注塑成型為特定形状时,内部的分子结构產生的内应力所致。[1]射出压力过强[2]材料的流动不畅[3]推挺钉在厚层部位[4]排气不痕[5]保压的调整不良[6]热性裂痕大[7]化学药品的侵蚀
D77
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(138)
0
无痕注塑技术简介
无痕注塑也叫无汇线注塑,是在模具温达到140℃以上时进行射胶、保压,然后再迅速降低模具温度进行冷却是一种技术。因为射胶、保压是在高温下完成的,所以产品表面没有夹水纹等外观缺陷,产品不需要进行喷涂,降低了生产成本,保护了环境。 无痕注塑技术的关键是模具的热交换系统,要在短时间内将模具升温到140℃,又要在短...
知多少
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(137)
0
PC材料的注塑工艺
PC材料的注塑工艺 在成型加工上,水份控制及成型加工条件之选择是影响成型品质量最重要的两个因素,兹分述如下: 水份控制: PC类塑胶即使遇到非常低之水份亦会产生水解而断键、分子量降低和物性强度降低之现象。因此在成型加工前,应严格地控制聚碳酸酯之水份在0.02%以下,以避免成型品的机械强度降低或表面产生气泡、银纹...
Alex
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(137)
0
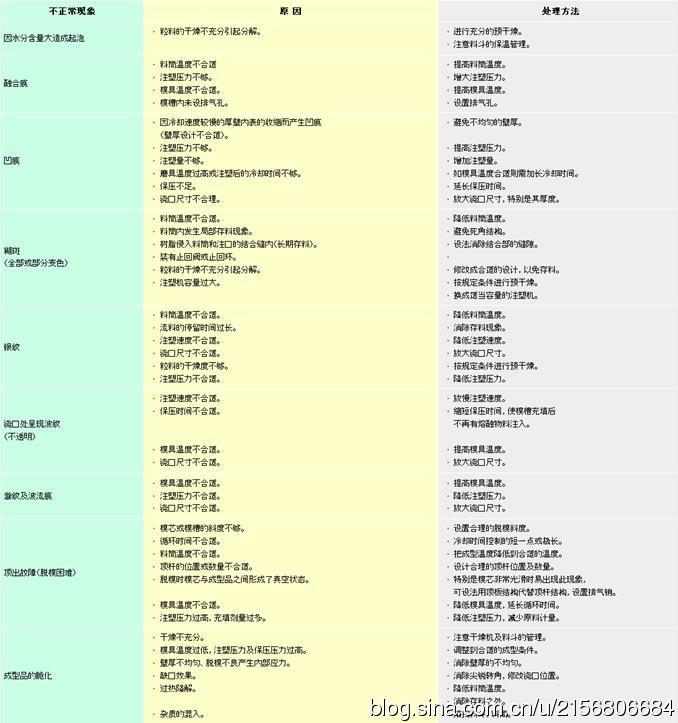
[纯干货]注塑成型缺点的成因及解决方法
注塑成型缺点的成因及解决方法 要成型出合格的制品需要有注塑工艺、注塑机和注塑模具的完美配合。任何一方面有问题,都不可能生产出合格制品。下表列出了一些常见的注塑缺陷的处理方法及建议,供您参考。 为了减少停机的时间,及能尽快找出操作问题的原因,操作人员应把所有最佳的注塑成型条件记录在“注塑成型条件记录表”上...
注塑天使
2015-08-25更新
(
7
)
(
0
)
回复(0)
阅读(137)
0
注塑制品肿胀和鼓泡的原因分析
有些塑料制件在成型脱模后,很快在金属嵌件的背面或在特别厚的部位出现肿胀或鼓泡。这是因为未完全冷却硬化的塑料在内压罚的作用下释放气体膨胀造成。 解决措施: 1.有效的冷却。降低模温,延长开模时间,降低料的干燥与加工温度。 2.降低充模速度,减少成形周期,减少流动阻力。 3.提高保压压力和时间。 4.改善制件...
注塑天使
2015-08-27更新
(
7
)
(
0
)
回复(0)
阅读(137)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899








 (
( (
(