欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
注塑成型各种缺陷的现象及解决方法----缩坑
缩坑的原因也与充填不足相同,原则上可通过过剩充填加以解决,但却会有产生应力的危险,应在设计上注意壁厚均匀,应尽可能地减少加强肋、凸柱等地方的壁厚。
sunsun
2015-09-29更新
(
6
)
(
0
)
回复(0)
阅读(240)
0
注塑制品成型不完整原因分析
注塑制品成型不完整 这是一个经常遇到的问题,但也比较容易解决。当用工艺手段确实解决不了时,可从模具设计制造上考虑进行改进,一般是可以解决的。 一、设备方面: (1)注塑机塑化容量小。当制品质量超过注塑机实际最大注射质量时,显然地供料量是入不敷出的。若制品质量接近注塑机实际注射质量时,就有一个塑化不够充...
注塑天使
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(239)
0
冷弯成型辊材料和工艺润滑
成型辊材料通常使用的成型辊材料如下:①低碳钢,车削并磨光,但未经硬化处理;②灰口铸钢,车削并磨光,未经硬化处理;③低合金工具钢,表面硬度为60~63HRC,有时镀铬;④高碳高铬工具钢,表面硬度为60~63HRC,有时镀铬;⑤青铝(常用铝合金)。产品批量是影响成型辊材料选取的主要因素。最常用的成型辊材料有GCr15滚动轴...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(239)
0
注塑成型各种缺陷的现象及解决方法---龟裂
龟裂是塑料制品较常见的一种缺陷,产生的主要原因是由于应力变形所致。主要有残余应力、外部应力和外部环境所产生的应力变形。 (-)残余应力引起的龟裂 残余应力主要由于以下三种情况,即充填过剩、脱模推出和金属镶嵌件造成的。作为 在充填过剩的情况下产生的龟裂,其解决方法主要可在以下几方面入手: (1)由于直浇口压...
sunsun
2015-09-29更新
(
6
)
(
0
)
回复(0)
阅读(237)
0
注塑成型各种缺陷的现象及解决方法----银线
银线主要是由于材料的吸湿性引起的。因此,一般应在比树脂热变形温度低10~15C的 条件下烘干。对要求较高的PMMA树腊系列,需要在75t)左右的条件下烘干4~6h。特别是在使用自动烘干料斗时,需要根据成型周期(成型量)及干燥时间选用合理的容量,还应在注射开始前数小时先行开机烘料。 另外,料简内材料滞流时间过长也会产生...
sunsun
2015-09-29更新
(
6
)
(
0
)
回复(0)
阅读(237)
0
[干货]湿法聚氨酯合成革生产工艺介绍
湿法聚氨酯合成革的生产方法是将聚氨酯湿法树脂中加入DMF溶剂及其它填料、助剂制成混合液,经过真空机脱泡后,浸渍或涂覆于基布上,然后放入与溶剂(DMF)具有亲和性,而与聚氨酯树脂不亲和的水中,溶剂(DMF)被水置换,聚氨酯树脂逐渐凝固,从而形成多孔性皮膜,即微孔聚氨酯粒面层,习惯上称为贝斯(英文BASS的译音),其含意是...
PU迷
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(235)
0
注塑成型各种缺陷的现象及解决方法----熔接痕
熔接痕是由于来自不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生 的。一般情况下,主要影响外观,对涂装、电镀产生影响。严重时,对制品强度产生影响 (特别是在纤维增强树脂时,尤为严重)。可参考以下几项予以改善: l)调整成型条件,提高流动性。如,提高树脂温度、提高模具温度、提高注射压力及速 度等...
sunsun
2015-09-29更新
(
6
)
(
0
)
回复(0)
阅读(233)
1
注塑过程出现气泡现象的解决办法
注塑过程出现气泡现象的解决办法 根据气泡的产生原因,解决的对策有以下几个方面: 1)在制品壁厚较大时,其外表面冷却速度比中心部的快,因此,随着冷却的进行,中心部的树脂边收缩边向表面扩张,使中心 部产生充填不足。这种情况被称为真空气泡。解决方法主要有: a)根据壁厚,确定合理的浇口,浇道尺寸。一般浇...
注塑天使
2015-08-30更新
(
6
)
(
0
)
回复(1)
阅读(233)
0
注塑制品开裂的原因分析
开裂,包括制件表面丝状裂纹、微裂、顶白、开裂及因制件粘模、流道粘模而造成或创伤危机,按开裂时间分脱模开裂和应用开裂。主要有以下几个方面的原因造成: 1.加工方面: (1)加工压力过大、速度过快、充料愈多、注射、保压时间过长,都会造成内应力过大而开裂。 (2)调节开模速度与压力防止快速强拉制件造成脱...
注塑天使
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(231)
0
工艺增值开启纤维材料及设备的新机遇
研究生Chong Hou拿着一袋拉长的纤维。纤维的直径为100微米,并且材料镀层将进一步的增加纤维的强度。图源:Jose-Luis Olivares/MITScientists.科学家们知道如何从块状材料中拉出纤维已经几十年了。但是一种新的方法最近被MIT的研究人员发明出来,这种新方法可以完全改变制作高质量的以纤维为基的电子设备的方法。这个方法出...
美丽人生
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(230)
0
很实用的塑料注塑成型故障排除-12
12、弯曲------实际是材料的收缩不均匀导致。[1]冷却不充分[2]直浇口的脱模不良[3]冷却不均匀[4]射出压力不适宜[5]浇口位置不适当[6]模芯偏倚[7]离浇口的流动距离参差不齐
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(230)
0
注塑制品浇口区光芒线的原因分析 及解决方案
在垂直制件方向的点浇口设计中,注塑时制件表面出现了以浇口为中心的由不同颜色深度和光泽组成的辐射系统,称为光芒线。大体有三种表现,即深色底暗色线,暗色底深色线及在浇口周围暗色线密而发白。这类缺陷大多在注制聚苯乙烯与改性聚苯乙烯混合料时出现,与下列因素有关:两种料在流变性、着色性等方面有差异,浇注系统平流...
注塑天使
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(229)
0
【转载】特殊产品的顶白----二次顶、延时顶出的结合应用
今天看到了一个顶白的产品,和几个同事讨论了下,觉得蛮有意思,虽然产品还没改好,但还是把一些心得写下共勉有一些产品,四周有一圈超过20mm较高之骨位,且外表面是外观咬花面,斜度也略显不够,如下图就是这种情况。此类产品在开模评估时比较重要,PL很好确认,但确认好了需要评估顶出问题,因此类产品由于胶位大多都在公模...
范CC
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(227)
0
很实用的塑料注塑成型故障排除-15
15、材料的叠边不良[1]料斗的落料不佳[2]粉碎的回收材料拌入量过多[3]外部润滑剂过剩i)要使用成形能力大的成形机。ii)使用成形多数个成品的模具时,要关闭内腔。i)扩展流道或浇口。ii)放快射出速度。iii)增强射出压力。i)喷射空气,以排出冷却的材料。ii)升高材料的温度。iii)改用大型喷头。i)升高材料的温度。ii)增强射出压...
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(226)
0
Mac Pro (2013) 外壳是由一整块圆柱形铝材冲压成型的吗?
看到 Apple 产品网页上面的介绍 ── "refined impact extrusion technologies",感觉难以置信,之前 iMac 那样的「浅层」加工或许还可以理解,但什么机器才能可以处理加工 Mac Pro 2013 这种纵深的大块铝材呢,市面上有相近体积的类似制品吗?
芳草地
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(226)
0
旋转成型应用
在20世纪40年代已开始用PVC糊料通过旋转成型加工生产球类制品了,它是从欧洲起源,以后传入了美国、日本等地。不过,只有到20世纪纪60年代初粉状聚乙烯问世后,人们用PE旋转成型、生产PE贮槽、大型管材等工业制品,从而才大大促进滚塑工艺的发展。到20世纪70年代,滚塑成型已获得了颇具规模的发展了。如20世纪70年代,英国巳...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(225)
0
PC料加工性能大全之一——帝人常用PC介绍
在注塑成型中,PC料是用得非常广泛的材料。而PC料的品牌非常多,本篇文章介绍帝人常用PC的分类、规格型号、物理性能、主要成型方法。希望通过对帝人PC材料加工性能的介绍,让读者举一反三,掌握PC这种常用材料的加工方法。● 一般品种规格● 玻璃纤维增强型规格型号●碳纤维增强型规格型号(注)**指根据填料的种类和含量不...
居然
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(225)
0
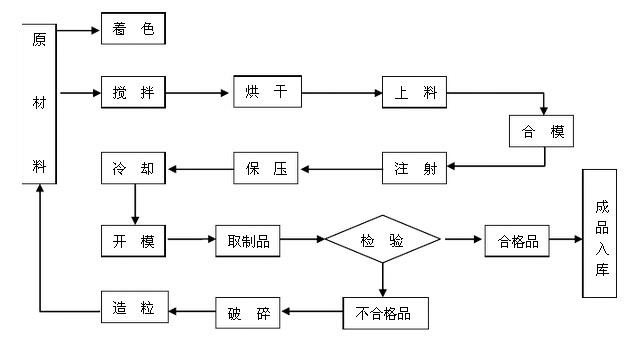
注塑生产工艺流程图
Alex
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(224)
0
填充母料制备的关键技术
(1)载体树脂的选择 以重钙为填料的填充母料应用范围很广。针对母料用途选择载体树脂是获得最佳性能价格比母料产品的关键。 塑编制品的原料是聚丙烯,用于聚丙烯编织制品的填充母料其最佳载体树脂当属粉料聚丙烯。 A.与基料聚丙烯的相容性良好; B.价格低于聚乙烯、粒料聚丙烯,既使用上抗氧剂和润滑剂仍然价格优势显著;...
注塑天使
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(220)
0
很实用的塑料注塑成型故障排除-13
13、脱模不良[1]射向压力高[2]模具温度调整不良[3]模具的设计不良○来自模芯的通气不良○模具的强度不足
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(220)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899









 (
( (
(