欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
常见塑料中结晶性与非结晶性分类
结晶性材料有:POM、PE、PP、PET、PPS、Nylon-6、Nylon-66、LCP、PA、PBT、PP/PMMA、PP/PS、PP/TPO、TPE、TPO 非结晶性材料有:PS、PC、ABS、PMMA、PPE、PPE/PS、HI-PS、PVC、PC/ABS
知多少
2015-08-30更新
(
7
)
(
0
)
回复(0)
阅读(281)
0
弹性体TPE/TPR的熔点是多少?
说到TPE/TPR的熔点,由于TPE,TPR属于非结晶性高分子聚合物改性材料,其熔点是一个范围。不像金属或离子型化合物,熔点是一个比较固定精确的数值。 TPE种类很多,这里重点讨论TPE-S类弹性体(及通常所说的TPR,基于SEBS,SBS基材)。以下说的TPE/TPR如无特别说明,均指TPE-S类弹性体。 以下是关于TPE/TPR熔点的一...
注塑天使
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(240)
0
设计师该了解的几种成型加工工艺知识-胶合板成型
胶合板成型主要用于家具制造,是一种将粘合的薄胶合板通过真空压塑弯曲的加工方法。虽然这种加工只可以将胶合板单方向弯曲,但在弯曲过程中可以借助手工控制弯曲的位置和弧度。胶合板成型也可以利用工业化工具,如压力机完成。薄胶合板层压成型的过程类似塑料成型的方式,但是很难达到完全相同的曲度和形式。
小小舒马赫
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(445)
0
射出成形加工条件用语
射出压力——通过螺杆前进,将熔融材料从喷嘴高速射出时材料所受到的压力。通常称之为一次压力。射出速度——通过螺杆前进,单位时间内熔融材料充填入模具型腔的射出速率。注:有时也用螺杆前进速度来表示,但一般情况下以型腔充填完毕所用的螺杆移动时间来代用。保持压力——该压力所起作用是为了防止浇口固化前使终靠射出压...
Haper
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(172)
0
冷流道与热流道技术的区别
顾名思义,冷流道与热流道表面区别就在于冷与热,冷流道是注塑模具的基本形式!所谓冷流道就是常规的注塑模具,注塑结束后在流道中有凝料需要取出! 随着资源的减少,市场的竞争,原材料价格大幅度上涨,这就非常有必要在节省材料这一问题上大做文章!这也是热流道产生的一个重要原因!可以说是社会工业化发展的必然产物! 热...
Miu Miu
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(202)
0
PC料加工性能大全之二——帝人常用PC成型加工注意事项
本篇介绍PC材料的加工性能,读者可以举一反三, 灵活运用,掌握PC这种常用材料的加工注意事项。Panlite® 聚碳酸酯树脂1.预干燥 Panlite 树脂在常温下的含水率约0.2%,为了生产出质优的成型品,必须对它进行充分的预干燥,使含水率控制在0.02%以下,防止因树脂水解引起性能降低、起泡、银纹等问题。干燥机类型 ...
居然
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(326)
0
发动机图解-基本构造
二.基本构造 发动机是一种由许多机构和系统组成的复杂机器。无论是汽油机,还是柴油机;无论是四行程发动机,还是二行程发动机;无论是单缸发动机,还 是多缸发动机。要完成能量转换,实现工作循环,保证长时间连续正常工作,都必须具备以下一些机构和系统。 (1)曲柄连杆机构曲 柄连杆机构是发动机实现工作循环,完成...
夜风
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(317)
0
【转载】成型常见不良之浇口晕
浇口晕,顾名思义,即在浇口处有一圈发暗的晕,有时是椭圆,有时是圆,这个看进浇的方式以及大小,如下图即为一椭圆浇口晕 没有素材可写,一直是写博客的瓶颈。正巧前一段时间有人向我问起这个东东,让我又回想起一些基础知识和一些实际经验,故在此再宣导一下,也希望能够帮到一些人,就能感到欣慰了! 浇口晕产生的原...
李小宝
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(379)
0
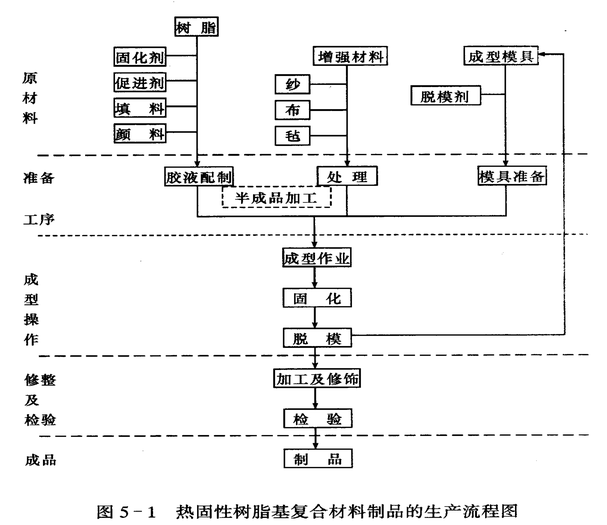
[干货]复合材料的成型工艺
关于复合材料的成型工艺,其工艺流程见下图:目前几种主要的成型方法如下:1、手糊成型:分为干法(预浸料铺叠)和湿法(纤维织物和树脂胶交替使用),手糊成型工艺适用于小批量,品种多,大型或较复杂的制品的成型,此外,手糊成型也用于制备预浸料毛坯,以用于模压等二次成型工艺中。铺放也有实现自动化,分自动铺带(ATL)...
碳纤维爱好者
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(417)
0
注塑制品泛白的解决方案
造成注塑制品泛白、雾晕。这是由于气体或空气中的杂质的污染而出现的缺陷。 主要解决方法: (1)消除气体的干扰,就意防止杂质的污染。 (2)提高料温与模温,分段调节料筒温度,但要防止温度过高而分解。 (3)增加注射压力,延长保压时间,提高背压
注塑天使
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(257)
3
【经验分享】压铸工艺及压铸缺陷分析
手头有些比较不错的资料,给各位分享下——压铸工艺及压铸缺陷分析(请点击下载附件!),欢迎拍砖。【点击下载】压铸工艺及压铸缺陷分析
路上野狼
2015-08-30更新
(
10
)
(
0
)
回复(3)
阅读(621)
0
热塑性塑料注塑成型的加工技术
热塑性塑料注塑成型这种方法即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。 所得形状往往就是最后的成品,在安装或作为最终成品使用之前不再需要其它的加工。许多细部,诸如凸起部。肋、螺纹,都可以在注射模塑一步操作中成型出来。 注射模塑机有两个基本部件:用于熔融...
注塑天使
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(254)
0
浅析注塑缺陷之浇口气纹
注塑产品浇口附近缺陷很多,将近10来种吧 - - - 有的与取向有关系如震纹及纵向开裂缺陷,有的与收缩有关系如缩水及局部变形缺陷,有的与顶出开模有关系如浇口发白及撕裂缺陷,有的与过填充有关系比如局部粘模及凹凸缺陷,有的与熔融料的回流有关系如抽胶引起的浇口缩水,还有一大类是与流动不稳定不正常有关系的缺陷,其中与...
注塑天使
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(215)
0
冷弯成型设备工艺
冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺。目前我国对cold roll forming这一工艺有多种叫法,一种是从俄文翻译过来的,称为冷弯成形,冷弯型钢(冶金行业多用此说法),一种是从英文等外文翻译过来的,有滚轧成型,辊轧成形,辊弯成形,滚压成...
毕吃
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(369)
0
很实用的塑料注塑成型故障排除-13
13、脱模不良[1]射向压力高[2]模具温度调整不良[3]模具的设计不良○来自模芯的通气不良○模具的强度不足
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(220)
0
很实用的塑料注塑成型故障排除-15
15、材料的叠边不良[1]料斗的落料不佳[2]粉碎的回收材料拌入量过多[3]外部润滑剂过剩i)要使用成形能力大的成形机。ii)使用成形多数个成品的模具时,要关闭内腔。i)扩展流道或浇口。ii)放快射出速度。iii)增强射出压力。i)喷射空气,以排出冷却的材料。ii)升高材料的温度。iii)改用大型喷头。i)升高材料的温度。ii)增强射出压...
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(226)
0
注塑制品成型不完整原因分析
注塑制品成型不完整 这是一个经常遇到的问题,但也比较容易解决。当用工艺手段确实解决不了时,可从模具设计制造上考虑进行改进,一般是可以解决的。 一、设备方面: (1)注塑机塑化容量小。当制品质量超过注塑机实际最大注射质量时,显然地供料量是入不敷出的。若制品质量接近注塑机实际注射质量时,就有一个塑化不够充...
注塑天使
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(239)
0
注塑制品银纹的原因分析
注塑制品银纹的原因分析 注塑制品银纹,包括表面气泡和内部气孔。造成缺陷的主要原因是气体(主要有水汽、分解气、溶剂气、空气)的干扰。具体原因分析如下: 1.机台方面: (1)料筒、螺杆磨损或过胶头、过胶圈存在料流死角,长期受热而分解。 (2)加热系统失控,造成温度过高而分解,应检查热电偶、发热圈等加热元件是...
注塑天使
2015-08-29更新
(
8
)
(
0
)
回复(0)
阅读(219)
0
矩形橡胶纵向静刚度与邵氏A硬度的经验公式
矩形规则橡胶,有这个的吗?我查了一下橡胶工业手册P206(旧版)有如下经验公式: K=a*b*m*E/h这个a 、b、m、h对于具体的矩形橡胶是一个常量,都可以计算,不管他!关键这个E(静压缩弹性模量),这个E和硬度(配方体系)有关!我问过一个电梯公司的“橡胶专家”(具体也不知道是不是),他说有经验公式的。于是我随意做了块54...
新材料在线-发哥
2015-08-29更新
(
16
)
(
10
)
回复(0)
阅读(369)
0
塑料产品的退火处理
塑料制品的退火处理是指塑料在料筒里塑化不均或者产品在模腔内冷却速度不均而引起产品内应力的存在导致产品在以后有变形.开裂.老化等原因。退火处理是在产品在室内,用热液体介质如热水,热矿物油,热甘油等液体,加热到比产品使用温度高20-35度或者比产品的热变形温度低25-35度的温度下,将产品放进去,退火的时间长短要视产...
注塑天使
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(214)
上一页
1
2
3
4
5
6
7
8
9
10
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899







 (
( (
(